Све о ливењу од бронзе и месинга

Бронза је легура бакра и калаја, понекад са додатком силицијума, алуминијума и олова. Може имати различите боје, у зависности од процента компоненти. Постоји неколико врста бронзе:
- коситар;
- алуминијум;
- довести.


Лимени бронза је најчешће коришћена врста и има ниску флуидност. Погодно је из њега изливати производе одређених димензија. Пошто није потребна даља обрада. Месинг је легура бакра са додатком цинка. Обично је смеша 70% бакра, 30% цинка. Понекад се налази месинг са саставом од 50 до 50.


Предности бронзе укључују следеће.
- Практичност.
- Могућност вежбања уметничког ливења код куће.
- Висока отпорност на факторе околине.
- Скоро не корозивно.
- Лакоћа обраде.
- Трајност.
- Електрична и топлотна проводљивост.


Месинг је веома отпоран на корозију. Користи се као површински слој других метала у производњи металних конструкција.
Историја технологије
Ливени месинг, попут бронзе, појавио се пре 12 хиљада година. У почетку су се од ових материјала израђивали алати и украси, касније посуђе и предмети за домаћинство. Предмети од бронзе и предмети од месинга били су у широкој употреби у свим сферама живота. Прве методе израде бронзе и месинга настале су у античко доба у ери класицизма. До данас можемо посматрати многа ремек-дела уметности тог доба. Тренутно се ове легуре ниског топљења углавном користе за производњу украсних предмета за декорацију и уметничких дела.

Легуре бакра са додатком метала се широко користе у производњи:
- скулптуре и сувенири;
- решетке и други елементи ограде;
- ограде и капије;
- детаљи ентеријера;
- у декорацији лустера и свијећњака.



Временом је начин убризгавања побољшан. А у савременом свету постало је могуће топити бронзане и месингане делове не само на индустријски начин, већ иу домаћим условима.
Посебности
Уметничко ливење месинга је скоро иста технологија као и ливење бронзе. Ево суптилности процеса.
- Температура топљења месинга је прилично ниска, у опсегу од 880-965 Ц. Ово омогућава употребу различитих типова пећи. Чак и плински горионик, довољно је одабрати посуђе отпорно на топлоту. Али понекад се температура повећава на 1070 Ц због адитива (за вишекомпонентни месинг). Тачка топљења бронзе је виша. Легура има бакар са калајем 900-950 Ц, а бронза без калаја има 950-1100 Ц. Легуре бронзе имају високу жилавост, па се за побољшање квалитета загревају 100 више. Да бисте уштедели енергију, боље је користити индукционе или лончасте пећи.
- Главна фаза ливења је изливање растопа у калуп. Трајање процеса не би требало да прелази 2 минута. У супротном, производ ће бити неисправан. Појавиће се расцепи, опекотине и шавови. Ствар ће бити потпуно оштећена и неупотребљива. Или ће бити потребна додатна обрада.
- За месинг треба постојати једнолично постепено хлађење, без употребе посебних решења. Приликом хлађења бронзе користе се расхладне течности.
- Завршна фаза је обрада готовог дела.... Потребно је уклонити увале, спруве, успоне. Да би састав остао непромењен, легури се додају флукси. Захваљујући њима, могуће је заштитити површину талине и дегазирати њен састав. Ово смањује губитак на готовом производу.




Неопходна опрема
Ево листе главне опреме за израду фигура од ових материјала.
- Облик ливења. Израђен од разних материјала.
- Форцепсда се готов део извади из калупа.
- Цруцибле за топљење набоја у њему. Материјал његовог стварања је графит и глина.
- Опрема за грејање, пећи... За топљење месинга може се користити гасни горионик и посуда отпорна на топлоту.
- Разни помоћни материјали: угаљ, ковачница

Неопходно је користити строги редослед технологије. Прво ставите лончић на пећ, а затим у њега ставите металне комаде. Када се потпуно отопи, смеша мења боју. Затим, користећи специјалну опрему - лончић се вади из пећи помоћу кукича и талина се пажљиво сипа у калуп за ливење. Након потпуног хлађења, део се уклања помоћу клешта и подвргава завршној обради.

Преглед модела ливења
Пре него што започнете ливење готовог производа, прво морате направити скицу будућег облика. Цртање изводе специјални мајстори уметници. Затим ће се дуж њега створити калуп за ливење у који се сипа главна талина. Стварање калупа за ливење је прилично напоран и одговоран задатак. За то се користе посебне композиције за обликовање, алати и уређаји. Готови модел игра главну улогу у целокупном технолошком процесу. Његова унутрашња шупљина треба да буде тачна копија готовог производа користећи изгубљене воштане калупе. У њега се сипа растопљени раствор, који се касније, налазећи се унутра, охлади и поприма свој коначни облик.

Да би се пружила стабилност, тако да се током осеке талине у калуп не сруши, користите тиквице. То је посебан уређај направљен од два правоугаона спојна дела, налик кутији. Обично је направљен од дрвета или шперплоче. У металним боцама се одвија не само стварање калупа за ливење, већ и само ливење. Модели за производњу месинга и бронзе су за вишекратну употребу и једнократну употребу. Зависи од чега су направљене.


Материјали (уреди)
Слоновача, дрво, гипс и полимери. Челик се такође користи за израду калупа за вишекратну употребу. Најређе коришћени пластични материјал се користи за креирање модела ливења.Код куће, талина се најчешће сипа у неодвојиви гипсани калуп. Након што се легура охлади и очврсне, облик се нежно разбија у готов облик посебним чекићем.

Конструкције
Структурно, калупи могу бити три врсте.
- Одвојиви. Ово је структура која се састоји од два или више делова, повезаних дуж равне или сложене површине. Искључује се ради преузимања готовог производа. Најчешће се користи у производњи за вишекратну употребу.
- Један комад... Да би се извукао готов део, разбије се чекићем. Погодно само за једнократну употребу. Израђује се за одређени производ према скицама. Често се користи у кућној производњи. Гипс је најпогоднији за стварање таквих облика.

- Специјални... Ово је сложени шаблон за калуп или скелет. Разликује се у великој компоненти. Направљен да топи сложене облике.
Главне суптилности ливења
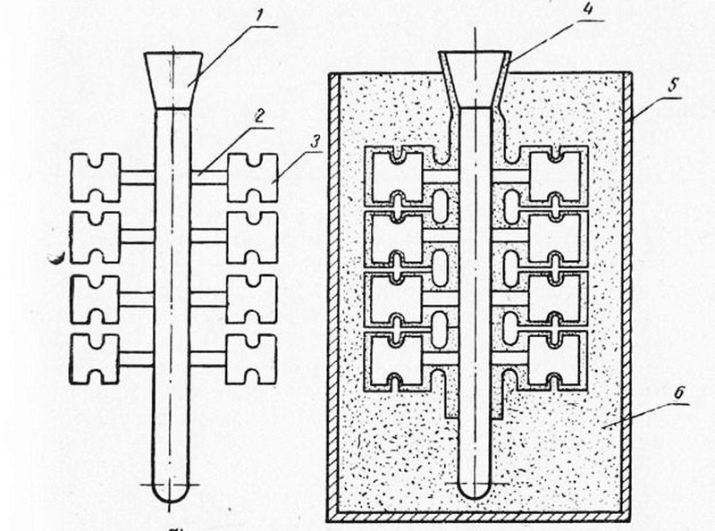
Центрифугално ливење
Ова метода ливења се користи за производњу делова и опреме за машинство и друге индустријске секторе. Технологија је заснована на центрифугалној сили. Појављује се због ротације модела ливења. Ова врста ливења се углавном користи за производњу обртних тела. Формирање се може вршити помоћу машина за вертикално и хоризонтално ливење. На машинама са хоризонталном осом ротације праве:
- кошуљице;
- чауре;
- прстенови.

На машинама са вертикалном осом ротације врши се следеће:
- пропелери;
- пужни точкови;
- зупчаници.


Током процеса ливења, песак се сабија и страни елементи се истискују.
Арт ливење
Код куће користите овај метод израде бронзе. Али ова легура бакра има високу течност, тако да не испуњава у потпуности калуп, за разлику од легуре месинга. Због тога је предвиђени узорак на површини дела замагљен. Да би се дала јасноћа, користи се ковање. Ово је прилично напоран и дуготрајан процес. Али у исто време, најкреативнији тренутак уметничког ливења. Квалитет финалног производа зависи од нивоа извршеног утискивања.

Фазе уметничког ливења:
- израда скице и радног цртежа;
- израда конструкције за израду калупа за ливење;
- израда модела ливнице;
- припрема модела;
- топљење пуњења;
- сипање калупне масе у модел за ливење;
- хлађење;
- извлачење из модела;
- обрада готовог производа машином за млевење, понекад се користи метална четка.






Готове појединачне компоненте се комбинују у један производ ако, према коначном дизајну, треба да буде појединачни, али да се састоји од више делова. Затим се добијена готова фигура обрађује како би се уклониле мање недостатке и прекрива се горњим заштитним слојем.
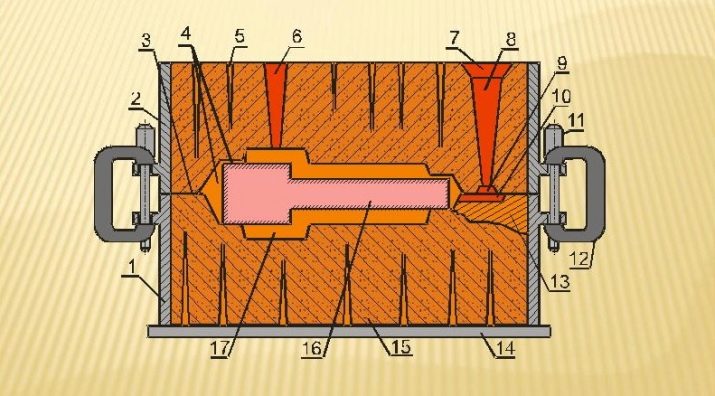
Бризгање
Ова метода ливења заснива се на ефекту вишка, вакуумског притиска. Користи се принцип пресе, талина се убацује у калуп за бризгање са вишком притиска. На клип делује пнеуматски или хидраулични систем. Због велике брзине којом се испоручује растопина високог вискозитета, ствара се надпритисак, калуп је потпуно испуњен.
Затим, вакуумским усисавањем, калупна маса тече у шупљину калупа. Има танке зидове окружене хладном водом. Хлађење се креће од ивица до центра. Талина се увлачи током одређеног временског периода. Затим се притисак нормализује, а вишак остатака калупне масе се слива низ зидове.

Због скупљања након хлађења, производ се лако може извадити из калупа. Захваљујући аутоматизацији, калуп се у делићу секунде пуни топљењем, што значајно скраћује време израде делова и представља несумњиву предност ове методе ливења. Без обзира на коришћени метод ливења, у производњи производа од бронзе и месинга морају се поштовати мере предострожности.
- Када радите, морате користити заштитне наочареда заштитите очи од капљица растопљеног материјала и испарења.
- Пре него што започнете активност, требало би ставити рукавице направљен од специјалног материјала отпорног на топлоту.
- Просторија мора бити добро проветрена и проветрена, будући да се приликом топљења ових легура ослобађају гасови штетни за човека.
- Не би требало дозволити контакт запаљивих материјала и течности са уређајима за грејање.
- Неопходан стриктно пратите технологију процеса. Пошто је ова производња прилично трауматична.


За информације о томе како се праве бронзане скулптуре, погледајте следећи видео.








